Have questions? Call us now!








Showing 17–32 of 143 results
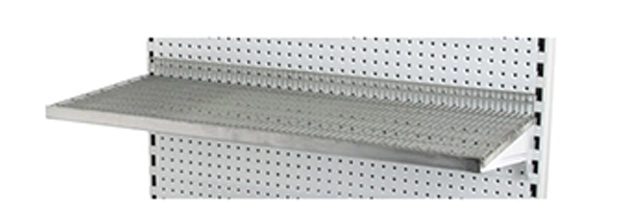
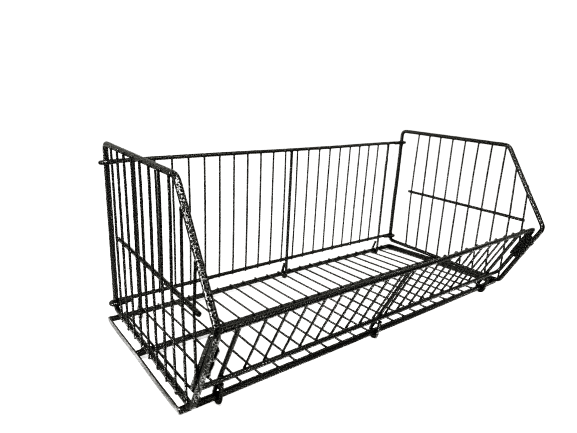
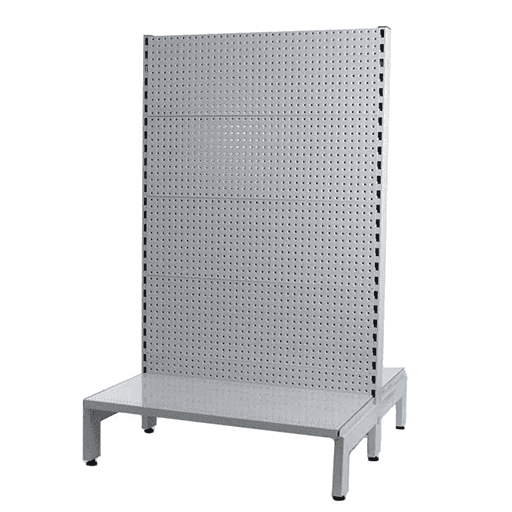
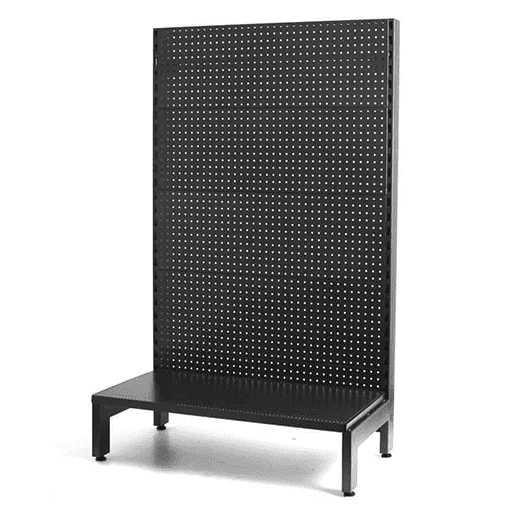
The most popular options include angled shelves for visibility, wire baskets for mixed items, and compact impulse units for point-of-sale areas. Wall bays and end bays are also common for promoting seasonal or promotional products.
Yes. Shelves, trays, and dividers can be adjusted or swapped to suit everything from wrapped bars to bagged goods and boxed items. Modular designs allow flexibility for changing stock and promotions.
Yes. Mills Shelving supplies mobile and compact units designed for high-traffic impulse areas near tills, entrances, and queue lanes. These units support fast-grab items and encourage last-minute purchases.
Yes. We provide layout advice and configuration support tailored to stock movement, product turnover, and customer flow. This includes guidance on display height, positioning, and shelf sequencing.
All shelving is constructed using food-safe, commercial-grade materials. Surfaces are non-porous and easy to clean with standard retail-safe products, ensuring hygiene compliance.
Yes. Custom powder-coat colours, branded headers, ticket strips, and signage frames are available to align with your visual merchandising strategy and brand identity.
Most orders are processed within 1–5 business days, depending on stock and customisation requirements. Delivery timeframes will be confirmed during the quote and order process.
Yes. We manage bulk orders and national rollouts, with logistics and manufacturing scaled to support multi-site retailers. Standardisation across stores is available on request.
Transform your Confectionery Wholesaler or Distributor with our innovative shelving solutions, designed to enhance efficiency and customer experience in the Fast-Moving Consumer Goods sector.
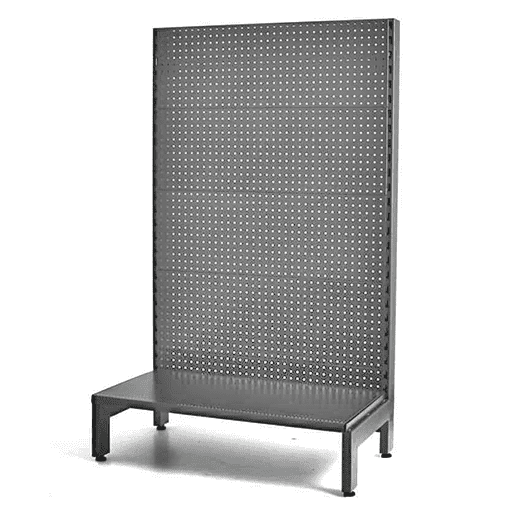
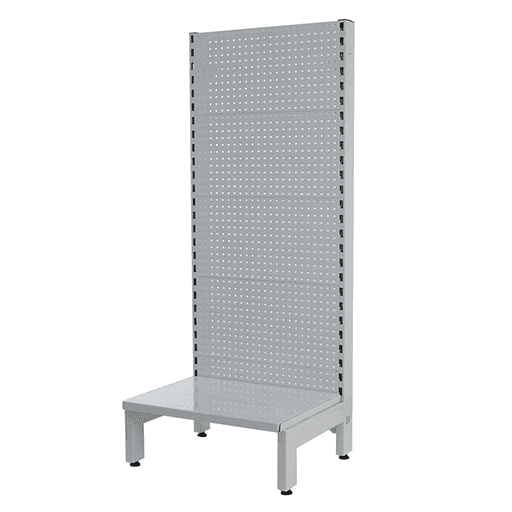
At Mills Shelving, we understand the unique storage challenges faced by Fast-Moving Consumer Goods professionals in Australia. Our state-of-the-art Confectionery Shelving is meticulously engineered to maximise space utilisation while ensuring fixtures and shelving provide easy access to products and inventory. Whether you're a Retail Display Consultant, Confectionery Merchandising Specialist, or Custom Shelving Manufacturer, our cutting-edge shelving systems will streamline your operations and elevate your customer service.
Our Confectionery Shelving for the Fast-Moving Consumer Goods industry offers a range of benefits tailored to your needs. These include optimised space utilisation for increased product capacity, enhanced product visibility to boost sales, and improved inventory management and restocking efficiency. Additionally, our solutions feature customisable shelving and fixture configurations to fit any Fast-Moving Consumer Goods businesses' layout, and are constructed with durable materials for long-lasting performance in high-traffic areas. With these advantages, our Confectionery Shelving is designed to revolutionise your Confectionery Wholesaler or Distributor operations and elevate your business to new heights of efficiency and success.
Our Confectionery Shelving solutions maximise your Fast-Moving Consumer Goods space, increasing product capacity without expanding your footprint. This allows for a wider range of items, boosting revenue potential and meeting diverse customer needs.
In the Fast-Moving Consumer Goods sector, presentation is key. Our Confectionery Shelving features strategic display elements to showcase your merchandise effectively, encouraging purchases and increasing sales in your business.


See how we service other industries below.